结构特点:本机床采用鞍座十字滑台C型结构设计,磨头采用立式高速电主轴,安装于主轴前座,与工作台成垂直结构,并在Z轴(上下方向)精密滑板导轨上做直线垂直进给运动,工作台安装于鞍座上,通过液压驱动在鞍座在X轴(左右方向)双“V”贴塑导轨上做左右反复运动,鞍座通过重载型滚柱直线导轨安装于主机座进行Y轴(前后方向)运动。
床身材质:主机座、滑座、工作台、立柱和机头等主要均部分采用强度、耐磨性、耐热性均较好,减振性能良好的高级灰铸铁HT300,内部合理布筋,增强了刚性,确保长久不变形,并具有极佳的抗弯及抗扭应力,更能确保各结构体的稳定性;
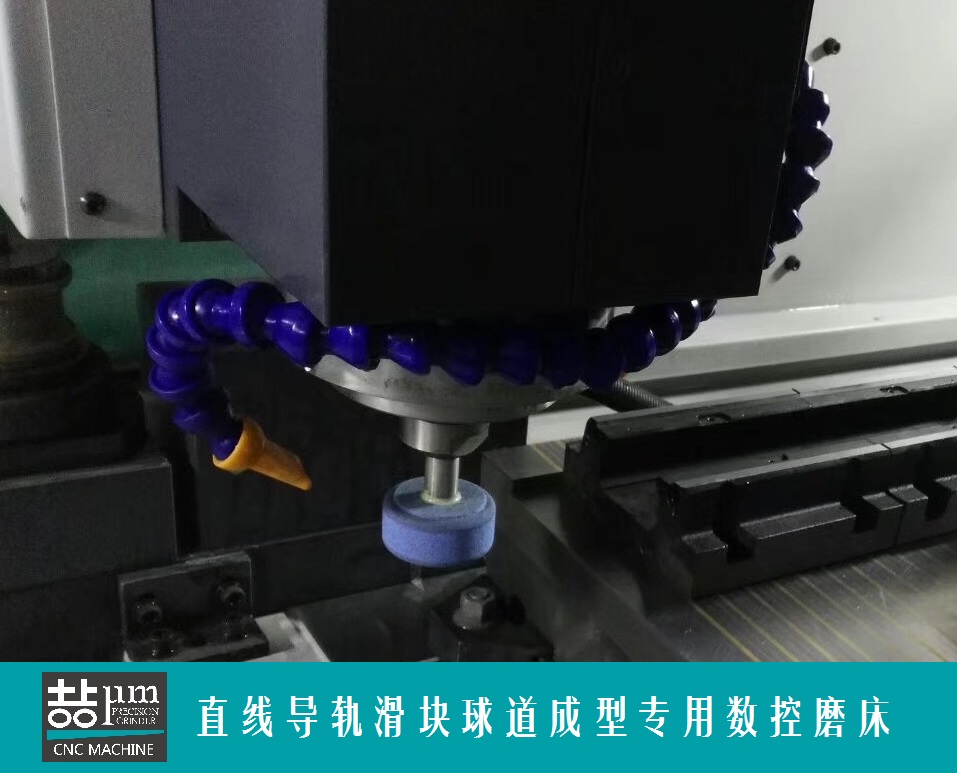
高速磨削电主轴:
Ø 可以根据客户需求,选配广州昊志/浙江艾肯/台湾数格等品牌。
Ø 高精度:磨削主轴的轴端内孔跳动≤0.001mm,主轴振动≤0.8mm/s,具有无与伦比的高精度的特性。
Ø 高配置:采用国际知名品牌P4级轴承,并配置高速变频器,根据砂轮外径及线速度要求,实现自动恒速运行。
Ø 循环水冷:本机床标配主轴水冷却系统装置,冷却水强制带走轴承及加工所产生的热量,有效抑制主轴温升,减小主轴热变形,提供更好的加工精度与表面粗糙度。
Ø 良好密封:采用迷宫式+气幕密封结构,可有效防止加工过程中切削液和异物入侵。
轴向传动结构:
Ø 左右(X轴):模拟变量液压驱动控制比例阀驱动自动进刀,伺服控制根据实现粗磨、半精磨、精磨等各道加工工序的油压速度进行无极变速,并可以实现砂轮修整位精确定位 —— 数控自动;
Ø 前后(Y轴):采用绝对值精密伺服电机+滚珠丝杆传动结构,实现前后方向定点、定速、等距磨削功能,最小进刀量0.001mm,Y轴重复定位精度控制在≦2μm以内 —— 数控自动;;
Ø 上下(Z轴):采用绝对值精密伺服电机+滚珠丝杆传动结构,自动进刀平面磨削及深切缓进切槽磨削加工,最小进刀量0.001mm,重复定位精度控制在≦2μm以内 —— 数控自动;
Ø 该机床采用伺服驱动式金刚滚轮修整器装置,实现砂轮自动修整自动补偿。(金刚滚轮由需方自行提供)
导轨结构:
Ø X轴(左右方向):采用双“V”精密刮研贴塑导轨;
Ø Y轴(前后方向):采用高精密P级滚柱直线导轨,刚性佳、重复定位精度高;
Ø Z轴(上下方向)采用精密研磨滑板式结构;
数控系统:
Ø 本机台配置台湾新代CNC数控系统,M3网络通讯接口;
Ø 本数控系统采用10寸人机界面+机械操作面板+X、Y、Z三轴手持式电子手轮,操作简单、方便;
Ø 本系统具有开放式模块编辑两种功能,本公司根据滑块、导轨及直线模组的加工工艺及砂轮修整要求,编辑内侧球道、外侧球道、砂轮自动修整等专用程序模块,方便用户随时选择调用对应程序。让使用者操作更加简单、方便。
Ø 本数控系统还兼具有G代码编程功能;
Ø 系统具有MPG电子手轮模拟研磨路径及砂轮修整循环功能,有效避免误操作发生危险。
Ø 根据砂轮的实时外径尺寸、线速度要求,实现主轴在线恒速运行,主轴自动调整转速。并具有砂轮自动修整自动补偿功能,
Ø 日本安川M3通讯绝对值伺服电机及驱动器,实现磨床绝对坐标运行,重复定位精度高、精、准、快;
其它特点:
Ø 机台运动时,导轨自动润滑装置定时、定量给各轴导轨和滚珠丝杆供油,保证机床在运行过程中各关键部件永久保持润滑状态,降低磨损。并且机床在日常运行中,如导轨油量低于极限值时,机床会自动报警并停机,提醒客户尽快添加导轨油,从而避免由于缺油导致导轨磨损或刮伤;
Ø 机床采用全密封船型结构,起到良好的防水防尘效果,保持车间生产环境清洁;
Ø 配置纸带过滤水机装置,可以对循环使用的冷却液进行过滤,提升工件表面光洁度;